

Das Wort „Flexibilität“ zieht sich wie ein roter Faden durch alle Bereiche des Unternehmens ASP Automation GmbH, D-91757 Treuchtlingen. Flexibilität ist das Credo von ASP, bezogen auf sehr kreative Komplettlösungen in der Produktions- und Montage-Automatisierung sowie im Sondermaschinenbau. Des Weiteren zeichnen sich die Eigenprodukte ASP Aluminium-Profilbaukasten und Vario-Pufferförderbänder durch höchste Anwendungs- und Nutzungs- Flexibilität aus. Ausserdem ist die Teilefertigung im Kundenauftrag wie für die Eigenprodukte bei ASP hoch flexibel organisiert, was selbstredend auch die effiziente Mehrmaschinen-Bedienung durch das hoch qualifizierte Fachpersonal einschliesst. Gegründet im Jahr 2000 vom heutigen Inhaber und Geschäftsführer Werner Schramm, hat sich aus kleinen Anfängen heraus ein strikt Technologie- getriebenes Unternehmen entwickelt, das sich zum einen mit der Entwicklung und dem Bau von Automatisierungslösungen sowie Sondermaschinen im Kundenauftrag, und zum anderen mit der Entwicklung, dem Bau und dem Vertrieb der schon erwähnten Eigenprodukte befasst. Mittlerweile zählt ASP 18 Beschäftigte, davon allein im Bereich Mechanische Fertigung 10 Fachkräfte. Entgegen dem vielfach zu beobachtenden Trend zum reinen Systemintegrator, der vornehmlich auf am Markt verfügbare Komponenten zurückgreift, setzt Werner Schramm auf einen hohen Eigenfertigungsgrad, der aktuell bei rund 90% liegt. Und das hat seinen guten Grund: „Als Sondermaschinenbauer und Hersteller von Eigenprodukten müssen wir sehr flexibel auf Kundenwünsche reagieren, und sind für eine problemlose Baugruppen- und Gerätemontage sowohl auf beste Qualität als auch auf hohe Termin-Verlässlichkeit angewiesen. Um dies gewährleisten und flexibel sowie schnell agieren zu können, haben wir uns schon früh dazu entschlossen, Konstruktionsteile wann immer möglich und sinnvoll in Eigenregie herzustellen und für die Belieferung mit Norm- oder Standard-Komponenten leistungsfähige Partner zu beauftragen.“
Neues CNC-Bearbeitungszentrum vs. vorhandene Werkstück-Spanntechnik
Mit zunehmenden Geschäftsumfängen sowie dem wachsenden Auftragsvolumen, speziell beim Eigenprodukt Vario-Pufferförderbänder, ergaben sich bald Kapazitätsprobleme, denen ASP mit der intensiven Evaluation und darauf folgenden Beschaffung eines weiteren neuen 3-Achsen-CNC-Bearbeitungszentrums begegnete. Die angedachte Lösung, ein 3-Achsen-CNC-BAZ mit grossem Arbeitsbereich (Verfahrweg X-Achse = 1.000 mm) mit einem CNC-Dreh- bzw. Schwenktisch als 4. Achse aufzurüsten anstatt ein teures 4- oder 5-Achsen-BAZ zu beschaffen, erwies sich, ausgehend vom zu bearbeitenden Teilespektrum, im Nachhinein als absolut richtig. Werner Schramm hatte bereits beim Kauf der CNC voraus gesehen, dass die Leistungsfähigkeit des CNC-BAZs mit den herkömmlichen Werkstück-Spannmitteln an seine Grenzen kommen wird und hat deshalb schon zu diesem Zeitpunkt u.a. den Schweizer Spezialisten für Werkstück-Spanntechnik , Gressel AG, CH-8355 Aadorf kontaktiert. Nach einem Besuch von Günther Hirschburger, Vertriebstechniker Deutschland Süd bei der Gressel AG, kam es zum Lösungsvorschlag, der rundum überzeugte und auf dessen Grundlage dann der Auftrag für die Lieferung von div. Komponenten aus dem Gressel-Spanntechnik-Baukasten erteilt wurde. Im Einzelnen sind dies mehrere mechanische Nullpunkt-Spannsysteme gredoc in den Ausführungen eckig und rund, mehrere Zentrisch-Spannsysteme C2 125 sowie schliesslich mehrere Einfach-Spanner gripos.
Mit dem Gressel-Baukasten zu individuellen, kostengünstigen Lösungen
Mit diesen Spanntechnik-Komponenten realisierten Werner Schramm und Kollegen ein hoch flexibel nutzbares Universal-Spannsystem. Dieses erlaubt, je nach Aufbau, Konfiguration und Bestückung, sowohl die rationelle 3-Achsen-Bearbeitung auf dem mit einer Adapterplatte versehenen Maschinentisch als auch, nach Montage des CNC-Dreh- bzw. Schwenktischs, die 4-Achsen-(Komplett-)Bearbeitung. Um den Rüst-/Umrüst- und Montageaufwand sowie die unproduktiven Nebenzeiten durch Maschinen-Stillstand so gering wie möglich zu halten, liessen sich Werner Schramm und die Maschinenführer aber noch mehr einfallen. Nämlich in dem sie die erwähnte Maschinentisch-Adapterplatte kreierten und darauf fünf mechanische Nullpunkt-Spannsysteme gredoc eckig platzierten. Diese fünf Nullpunkt-Spannsysteme nehmen wahlweise den auf einer Grundplatte montierten CNC-Dreh-/Schwenktisch oder bei Bedarf einen bis fünf Einfach-Spanner gripos bzw. bis zu fünf Zentrisch-Spanner C2 125 auf. Zudem ist es möglich, grosse Werkstücke mit gredoc-Bolzen zu versehen und somit direkt auf die Adapterplatte zu spannen. Doch damit der Nutzungs- und Anwendungs-Flexibilität noch nicht genug, denn in die Schwenkachsen-Grundplatte des CNC-Dreh-/Schwenkrundtischs sind vier mechanische Nullpunkt-Spannsysteme gredoc eckig eingelassen und auch diese nehmen, je nach Bedarf oder Bearbeitungsanforderungen, sowohl einen oder bis zu vier Zentrisch-Spanner C2 125 als auch mit gredoc-Bolzen versehene Rohteil-Blöcke auf, um sie dann 4-achsig (komplett) bearbeiten zu können.
Resümee
Abschliessend meinte Werner Schramm zu den Anwendungs- und Nutzungs-Möglichkeiten des Gressel-Spanntechnik-Baukasten in seinem Betrieb: „Mit Unterstützung von Gressel und Günther Hirschburger haben wir optimale spanntechnische Lösungen gefunden, um ein sehr breites Teilespektrum hoch flexibel und mit gesteigerter Produktivität bearbeiten zu können. Je nach Stückzahl, Werkstück-Anforderungen und Laufzeit bearbeiten wir 3- oder 4-achsig kleine bis mittlere Einzelteile, Klein- und Mittelserien oder auch grosse Rahmen und Grundplatten. Und zwar auf Basis ein- und derselben kompatiblen Werkstück-Spanntechnik in Einzel- oder Mehrfachspannung, wodurch in vielen Fällen die Mehrmaschinen-Bedienung und -Nutzung möglich wird. Wir brauchen so gut wie keine Sonder-Spannmittel mehr und sind dank der durchgängigen Installation der Nullpunkt-Spannsysteme von Gressel immer gerüstet, um schnell auf Teileanforderungen reagieren zu können. Diesen Weg werden wir auch künftig gehen, denn wir wollen die vorhandene Leistungsfähigkeit der Maschinen maximal und dabei flexibel ausnutzen.“
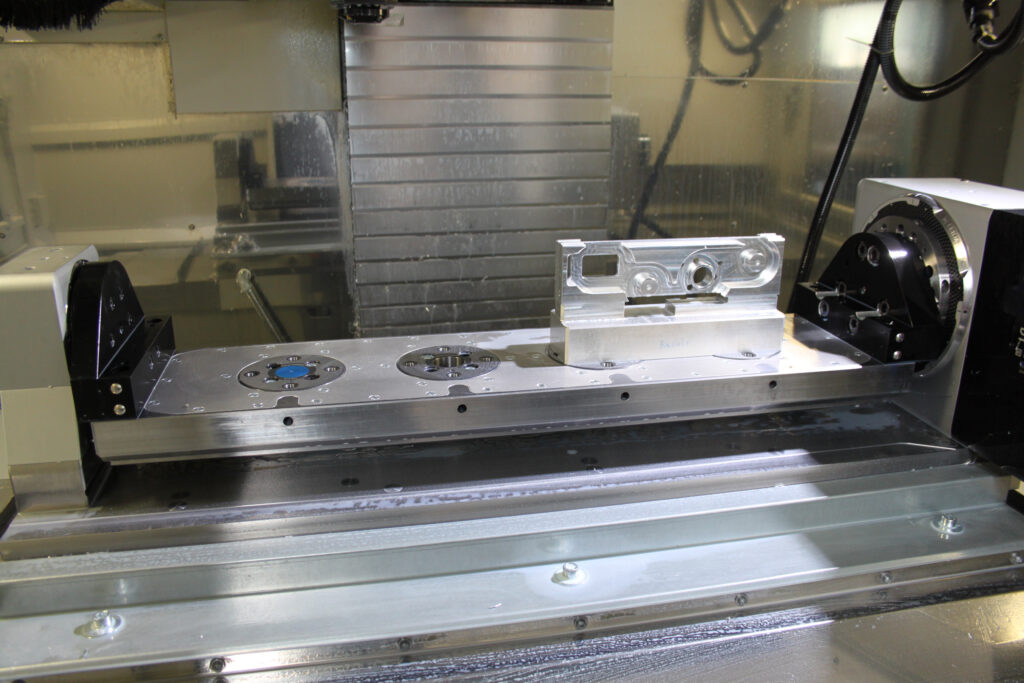
Der auf dem Maschinentisch aufgebaute CNC-Dreh-/Schwenktisch mit vier bündig eingelassenen mechanischen Gressel-Nullpunkt-Spannsystemen gredoc rund. Der Werkstückblock rechts ist über zwei gredoc-Bolzen direkt auf den gredoc Nullpunkt-Spannsystemen der Schwenktisch-Grundplatte aufgespannt.
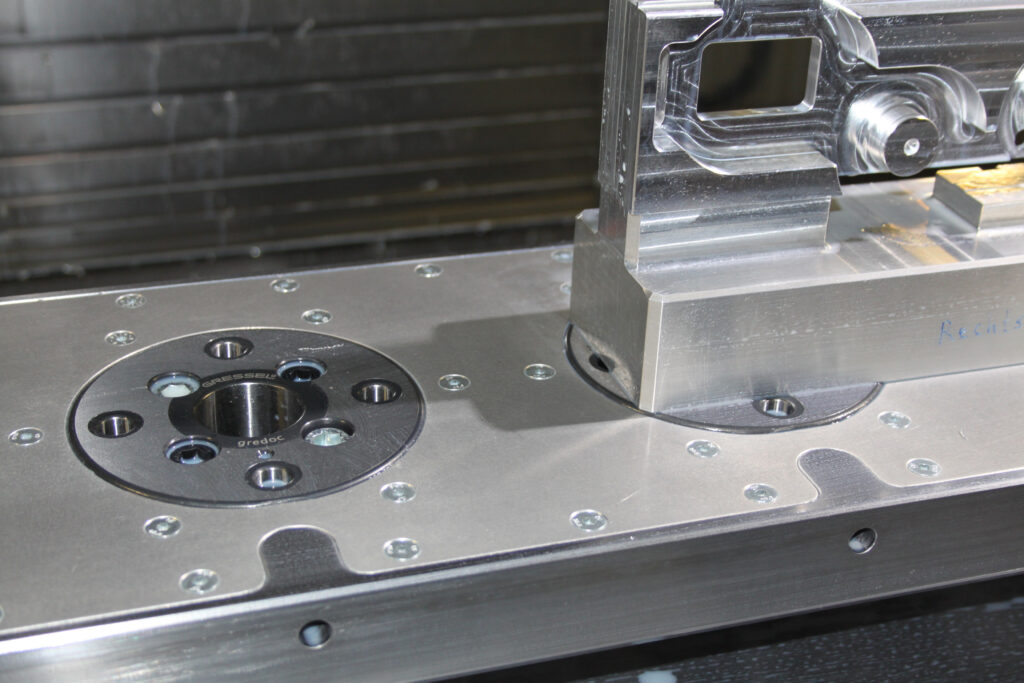
Ein bündig in der Schwenktisch-Grundplatte eingelassenes mechanisches Gressel-Nullpunkt-Spannsystem gredoc. Der Spann-/Entspannvorgang erfolgt durch einfaches Drehen bzw. Öffnen per Inbusschlüssel durch die vorne liegende Bohrung.

Die Schwenktisch-Grundplatte lässt sich unterschiedlich bestücken, beispielsweise mit drei Gressel Zentrisch-Spanner C2 125; somit können kurze oder lange Werkstücke gespannt und 4-achsig komplett bearbeitet werden.

Für die sukzessive 4-Achsen-Bearbeitung gleicher oder unterschiedlicher Werkstücke kann die Schwenktisch-Grundplatte mit vier Gressel-Zentrisch-Spannern C2 125 bestückt werden.

Werner Schramm (rechts), Geschäftsführer ASP Automation GmbH, Günther Hirschburger, Vertriebstechniker Deutschland Süd bei der Gressel AG, vor dem zur 4-Achsen-Bearbeitung aufgerüsteten 3-Achsen-CNC-Bearbeitungszentrum von ASP Automation GmbH.




