



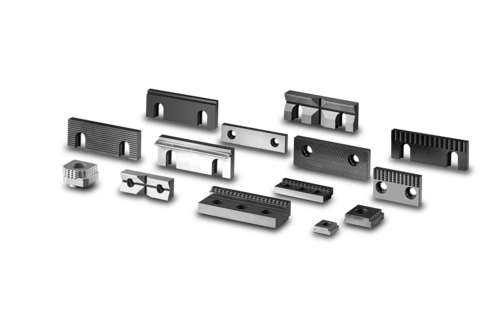
Modular system of the jaw assortment
for GRESSEL clamping











Modular system of the jaw assortment
for GRESSEL clamping


